Cuando empiezas a imprimir en 3D es habitual encontrarse con fallos en las primeras piezas.
La calidad de impresión depende principalmente de tres factores:
- Calibración de la impresora.
- Configuración del slicer.
- Calidad del filamento para impresión 3D.
Muchos de los problemas más comunes en impresión 3D están relacionados con tres factores principales:
- Una nivelación incorrecta de la cama.
- Parámetros de impresión mal ajustados.
- Uso de un filamento para impresión 3D de baja calidad.
Por regla general piensa que; la calidad final de una pieza impresa está determinada por la interacción entre estas piezas:
| Factor | Influencia en la calidad |
| Calibración de la impresora | Define precisión dimensional |
| Configuración del slicer | Controla velocidad, capas y flujo |
| Calidad del filamento | Afecta estabilidad de la extrusión |
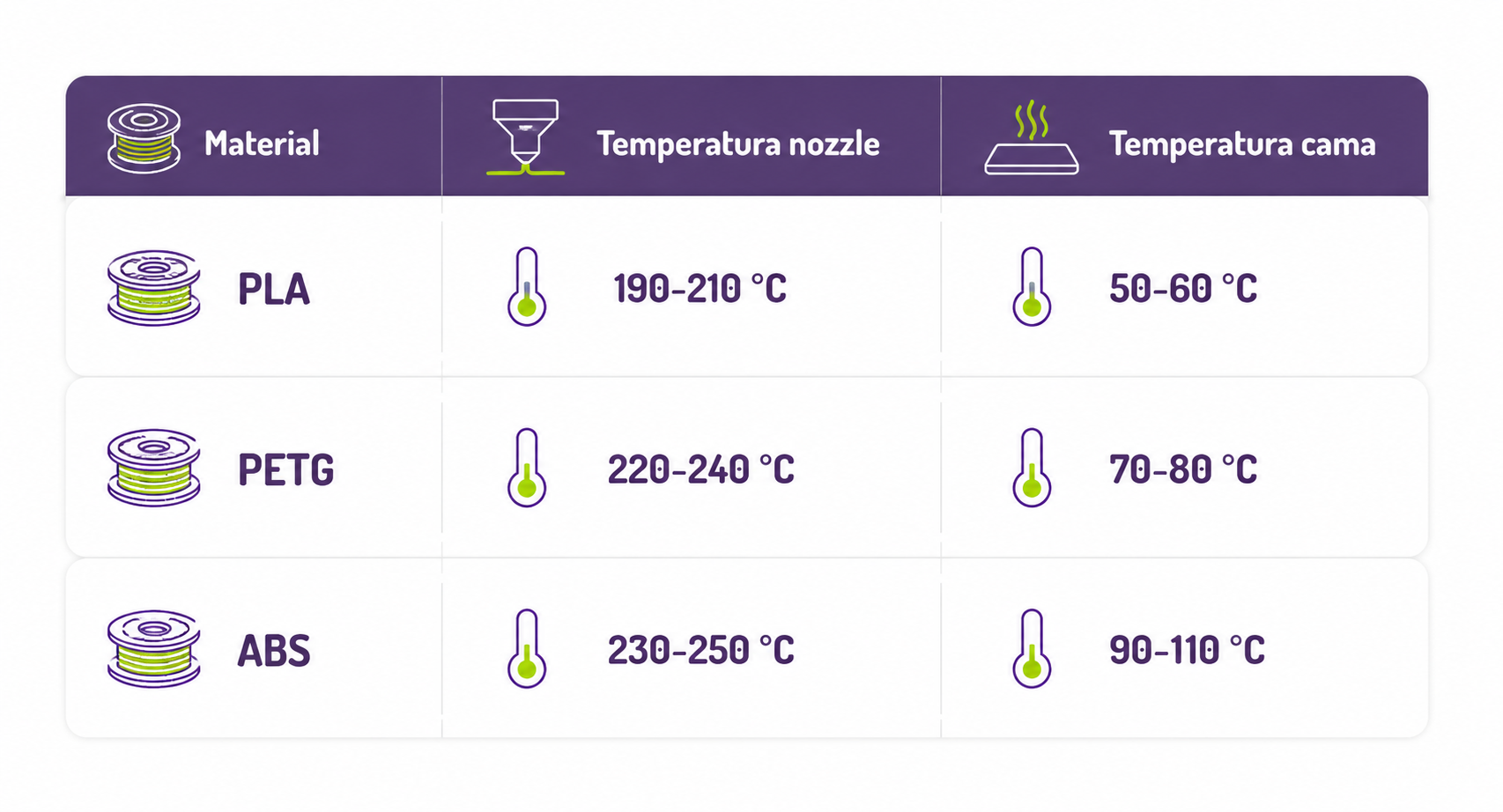
| Temperatura de impresión | Determina adhesión entre capas |
| Sistema de enfriamiento | Influye en el acabado superficial |
Necesitas identificar el origen del problema para saber que solución tiene. Por eso, en esta guía analizamos los errores más frecuentes que aparecen al imprimir en 3D y te damos las soluciones.
Problemas en impresión 3D más habituales
Detectar los problemas más habituales en impresión 3D es clave para mejorar la calidad de las piezas y evitar fallos durante la impresión.
La mayoría de errores en impresión 3D están relacionados con una mala calibración, parámetros incorrectos o problemas con el filamento. Fallos como el warping, el stringing o la subextrusión pueden corregirse ajustando correctamente la impresora y el slicer.
Identificar la causa de cada problema permite optimizar la adhesión, la precisión y el acabado final de las piezas impresas.
 La primera capa no se pega
La primera capa no se pega
Este es uno de los problemas más habituales en la impresión 3D.
Cuando esto ocurre, la pieza puede desplazarse o despegarse durante la impresión. Las causas más comunes suelen estar relacionadas con la calibración de la impresora, la velocidad de impresión, la temperatura o la superficie de la plataforma.
Causas más habituales:
- Cama mal nivelada: si la plataforma no está nivelada, algunas zonas quedan demasiado cerca del nozzle y otras demasiado lejos, lo que impide que el filamento se adhiera bien.
- Nozzle demasiado lejos de la cama: para que el filamento se adhiera debe quedar ligeramente comprimido contra la superficie. Esto puede ajustarse mediante el Z-offset.
- Velocidad de primera capa demasiado alta: si la primera capa se imprime demasiado rápido, el material no tiene tiempo suficiente para adherirse a la superficie.
- Temperatura o enfriamiento incorrectos: si el material se enfría demasiado rápido puede contraerse y despegarse de la cama.
- Superficie de impresión inadecuada: el material de la plataforma influye en la adhesión. Es importante mantener la superficie limpia. Si es necesario usa adhesivos.
- Poca superficie de contacto con la cama: si la pieza tiene una base muy pequeña puede despegarse fácilmente. En estos casos se recomienda usar Balsa para aumentar la superficie de contacto.
![]() La mayoría de los problemas de adhesión en la primera capa se resuelven así:
La mayoría de los problemas de adhesión en la primera capa se resuelven así:
- Nivelando correctamente en todos los puntos de la cama para que la distancia al nozzle sea uniforme.
- Ajustar el Z-offset si la boquilla está demasiado alta y el filamento no queda ligeramente aplastado sobre la cama.
- Reducir la velocidad de la primera capa para que el material tenga más tiempo de fijarse.
- Ajustar la temperatura de cama y extrusión según el material utilizado.
- Desactivar o reducir el ventilador durante las primeras capas para evitar un enfriamiento demasiado rápido.
- Limpiar bien la superficie de impresión y, si es necesario, usar ayudas de adherencia como cinta o adhesivo.
- Activar Brim o Raft cuando la pieza tenga muy poca base de apoyo.
Warping: las esquinas de la pieza se levantan
El warping es un problema común en impresión 3D que ocurre cuando las esquinas de la pieza comienzan a levantarse de la plataforma durante la impresión. Esto sucede porque el material se contrae al enfriarse y esa contracción puede superar la fuerza de adhesión a la cama.
Este problema es más frecuente en materiales como el ABS. Controlar la temperatura de impresión y el enfriamiento del material es la mejor forma de evitar el warping.

Causas más habituales
- Contracción del material al enfriarse: cuando el material pasa de la temperatura de extrusión a la temperatura ambiente, se contrae. Si el enfriamiento es demasiado rápido, las esquinas pueden levantarse.
- Temperatura de cama insuficiente: una cama demasiado fría provoca que el material se enfríe y contraiga demasiado rápido.
- Corrientes de aire: el aire frío alrededor de la impresora puede provocar enfriamientos irregulares en la pieza.
- Superficie de contacto pequeña: las piezas con poca base tienen más riesgo de deformarse.
![]() Para reducir el warping se recomienda:
Para reducir el warping se recomienda:
- Utilizar una cama calefactada para mantener estable la temperatura de la pieza.
- Aumentar la temperatura de la cama según el material utilizado.
- Reducir o desactivar el ventilador durante las primeras capas.
- Evitar corrientes de aire alrededor de la impresora.
- Utilizar Brim para aumentar la superficie de contacto con la plataforma.
- Imprimir en una impresora cerrada o enclosure cuando se utilicen materiales sensibles a la temperatura como el ABS.
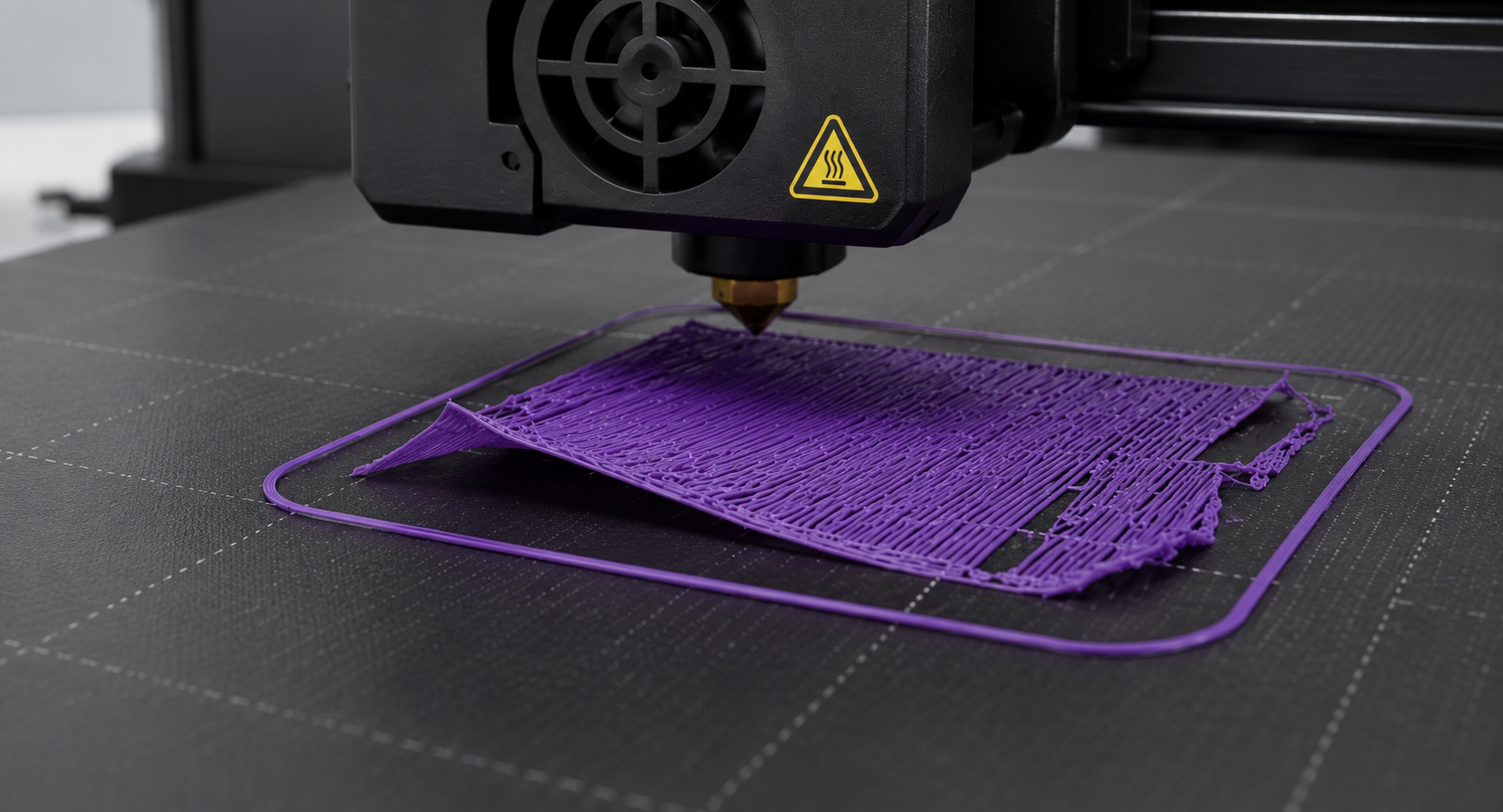
Stringing: aparecen hilos entre las piezas
El stringing se caracteriza por la aparición de finos hilos de plástico. Esto ocurre cuando el material sigue saliendo del nozzle mientras el cabezal se desplaza entre zonas de impresión.
Este efecto suele aparecer con mayor frecuencia en el PLA o PETG, especialmente cuando la temperatura o la retracción no están bien configuradas.
Causas más habituales:
- Temperatura de impresión demasiado alta: si el material está demasiado caliente, se vuelve más líquido y puede gotear durante los movimientos del cabezal.
- Retracción incorrecta: permite que el extrusor retire ligeramente el filamento antes de realizar movimientos en vacío. Si este parámetro está mal configurado, el material puede seguir saliendo del nozzle.
- Velocidad de desplazamiento baja: si el cabezal se mueve lentamente entre diferentes zonas de la pieza, el filamento tiene más tiempo para generar hilos.
- Humedad en el filamento: el material húmedo puede provocar una extrusión irregular y aumentar la aparición de hilos.

![]() Para reducir el stringing se recomienda:
Para reducir el stringing se recomienda:
- Reducir ligeramente la temperatura de impresión.
- Ajustar la configuración de retracción en el slicer.
- Aumentar la velocidad de desplazamiento entre movimientos sin extrusión.
- Secar el filamento si ha estado expuesto a humedad.
- Realizar test de retracciones para encontrar la configuración óptima.
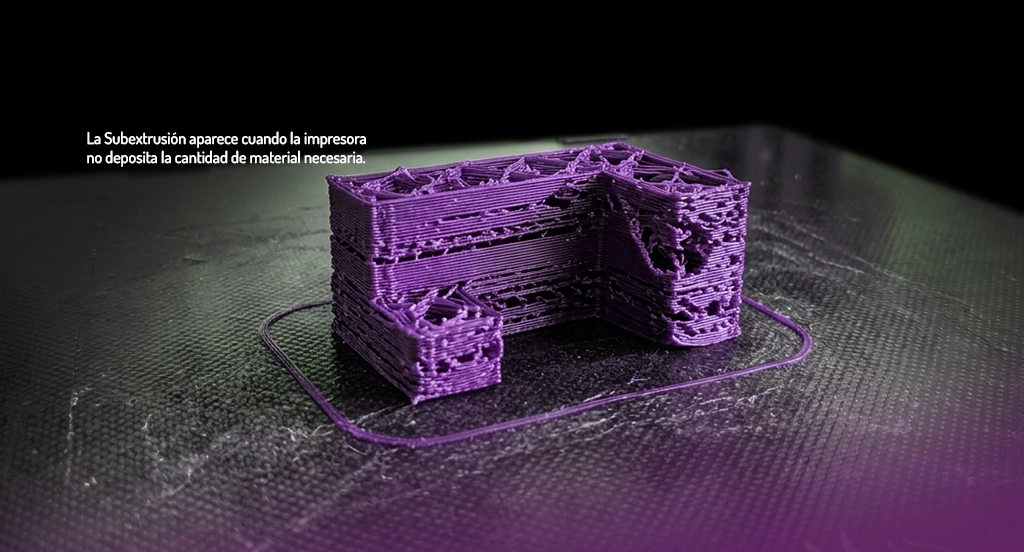
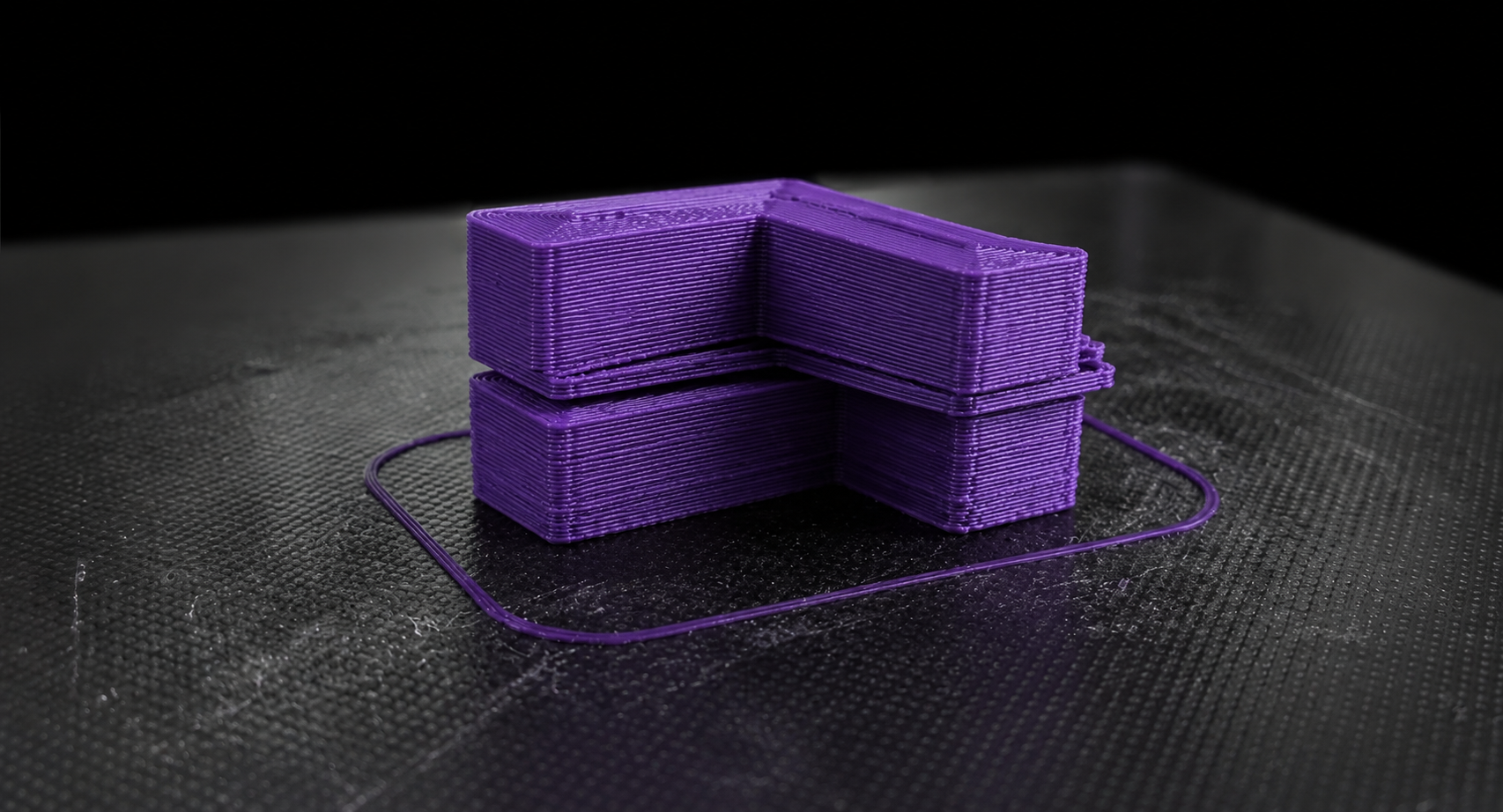
Subextrusión: falta de material en la impresión
La subextrusión aparece cuando la impresora no deposita la cantidad de material necesaria durante la impresión. Las capas pueden presentar huecos, paredes incompletas o superficies débiles.
Este problema suele indicar que el flujo de material hacia el nozzle no es constante o que la impresora no está empujando suficiente filamento durante la extrusión.
Causas más habituales:
- Boquilla parcialmente obstruida: restos de material o impurezas pueden bloquear parcialmente el nozzle y reducir el flujo de plástico.
- Temperatura de impresión demasiado baja: si el material no alcanza la temperatura adecuada, no se funde correctamente y el extrusor tiene dificultades para empujarlo.
- Problemas en el sistema de extrusión: una presión insuficiente en el engranaje del extrusor o un filamento mal guiado pueden impedir que el material avance con normalidad.
- Configuración incorrecta del flujo de material: si el parámetro de flujo o multiplicador de extrusión está demasiado bajo, la impresora depositará menos material del necesario.
- Filamento de diámetro irregular: variaciones en el diámetro del filamento pueden provocar una extrusión inconsistente.
![]() Para corregir la subextrusión:
Para corregir la subextrusión:
- Limpiar o sustituir la boquilla si existe una posible obstrucción.
- Aumentar ligeramente la temperatura de impresión para mejorar el flujo del material.
- Revisar el extrusor para asegurarse de que el engranaje empuja correctamente el filamento.
- Verificar el parámetro de flujo o multiplicador de extrusión en el slicer.
- Comprobar el estado del filamento y asegurarse de que no presenta irregularidades o humedad.
Capas desplazadas
Las capas desplazadas (layer shifting) aparecen cuando la impresora pierde la posición correcta durante la impresión y las capas dejan de alinearse entre sí. La pieza crea un efecto de escalón.
Este problema suele producirse cuando los motores de los ejes X o Y pierden pasos o cuando el sistema mecánico no transmite correctamente el movimiento.
Causas más habituales:
- Correas flojas o mal tensadas: si la correas están demasiado flojas pueden resbalar sobre las poleas y provocar desplazamientos de capa.
- Poleas o tornillos sueltos: cuando las poleas que conectan el motor con las correas no están bien fijadas.
- Velocidad de impresión demasiado alta: cuando la impresora se mueve demasiado rápido, los motores paso a paso pueden perder pasos y provocar que el cabezal no llegue a la posición correcta.
- Colisión del nozzle con la pieza: si el nozzle golpea la pieza durante la impresión, puede provocar que el eje se desplace y la impresora pierda la posición programada.
- Resistencia en los ejes o guías: suciedad, falta de lubricación o piezas mal alineadas pueden generar fricción en los ejes, dificultando el movimiento del cabezal o de la cama.
![]() ¿Cómo solucionar las capas desplazadas?
¿Cómo solucionar las capas desplazadas?
- Ajusta correctamente la tensión de las correas: las correas deben estar firmes pero no excesivamente tensas.
- Asegúrate de que las poleas están correctamente fijadas al eje del motor.
- Reduce la velocidad de impresión.
- Si el nozzle choca con la pieza ajustar el Z offset.
- Limpia y lubrica los ejes de movimiento.
Utiliza filamento de alta calidad
La calidad del filamento tiene un impacto directo en la estabilidad de la impresión.
Un filamento de baja calidad puede presentar:
- Diámetro irregular.
- Humedad.
- Impurezas.
- Extrusión inconsistente.
Esto provoca defectos como los que hermanos visto: subextrusión, capas irregulares o falta de precisión.
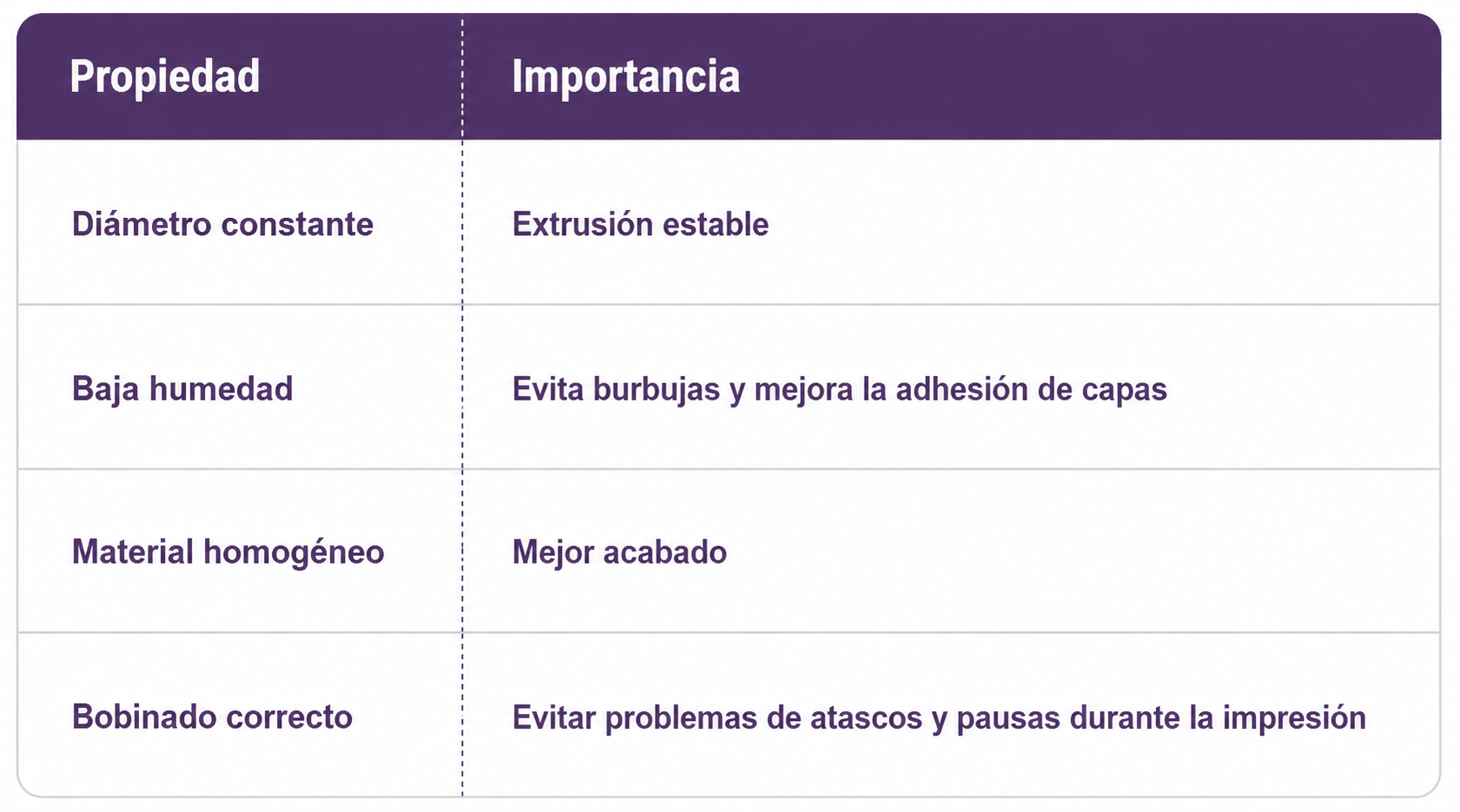
Filamentos como PLA Winkle están diseñados para mantener un diámetro estable y facilitar una extrusión uniforme. Si quieres un filamento más técnico te recomendamos el PETG.