Si llevas un tiempo imprimiendo en 3D, seguramente te has encontrado con alguna pieza que sale con huecos, paredes débiles o capas incompletas.
Muchas veces pensamos que el problema está en el modelo o en la configuración del slicer pero, en realidad suele deberse a algo más básico: la impresora no está extruyendo suficiente material.
A este problema se le llama under-extrusion o falta de extrusión, y es uno de los problemas más comunes en impresión 3D FDM.
Cuando ocurre, la impresora deposita menos plástico del que debería, y el resultado son piezas con:
- huecos entre líneas,
- paredes incompletas,
- capas débiles,
- superficies irregulares.
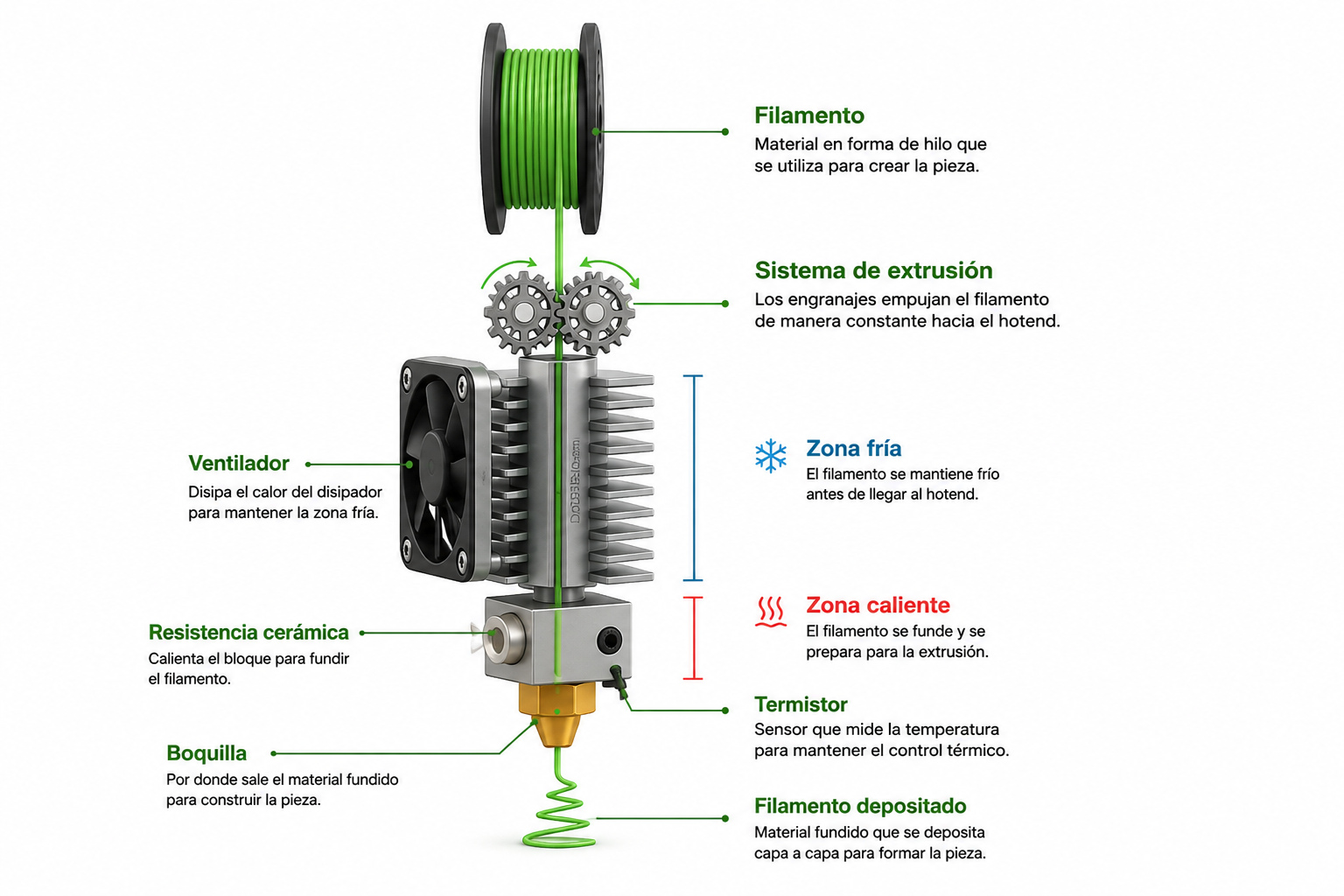
![]() Para entender por qué ocurre este problema de impresión 3D, primero hay que entender cómo funciona realmente la extrusión en una impresora 3D.
Para entender por qué ocurre este problema de impresión 3D, primero hay que entender cómo funciona realmente la extrusión en una impresora 3D.
El funcionamiento básico consiste en:
- introducir termoplástico en forma de filamento en la impresora,
- el extrusor empuja el material hacia el hotend,
- el hotend funde el filamento hasta alcanzar su punto de fusión,
- el material fundido sale por la boquilla y se deposita capa a capa sobre la base de impresión.
Ahora, te presentamos tres piezas que debe conocer a la perfección.
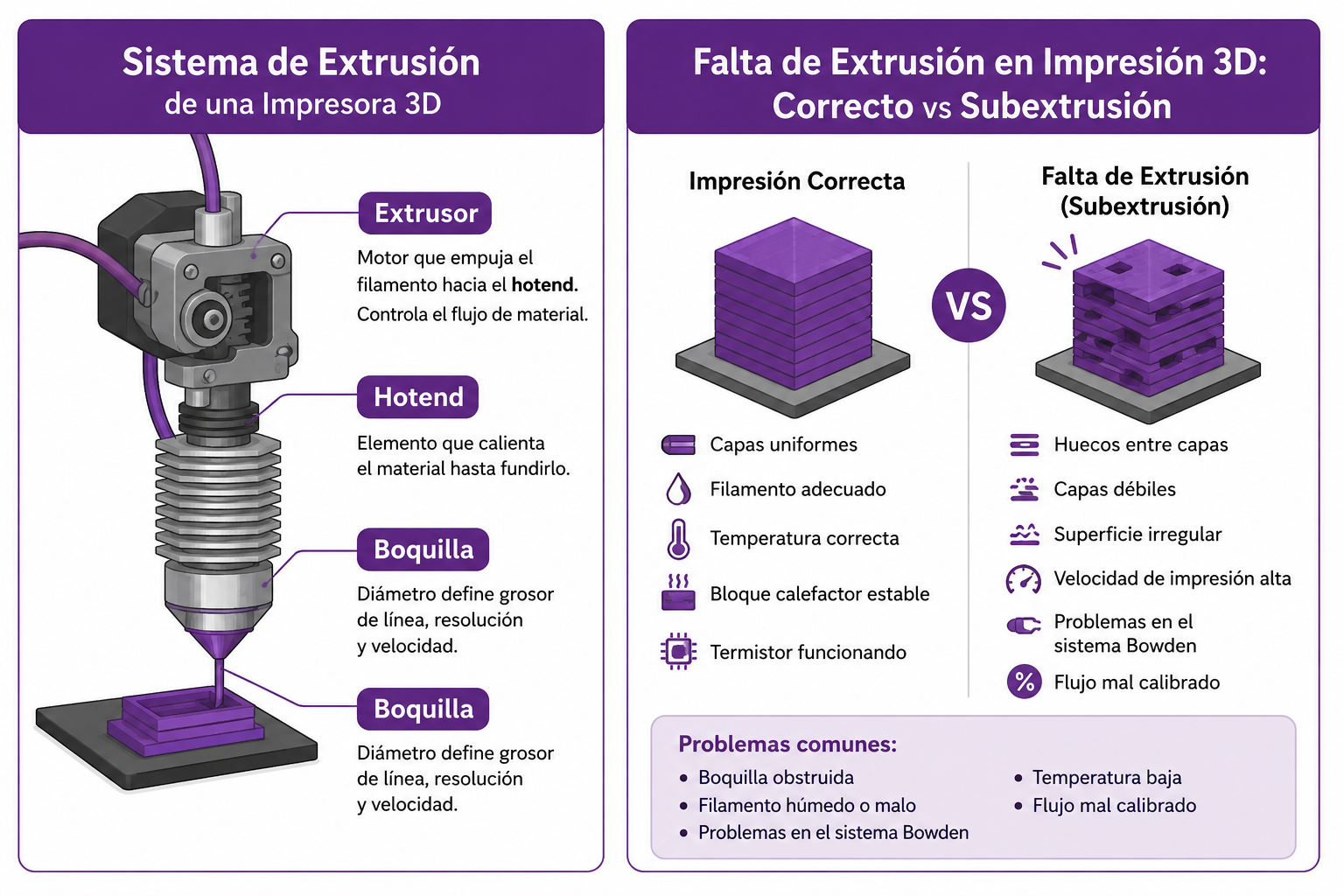
- Extrusor: motor que empuja el filamento hacia el hotend. Su función es controlar el flujo de material que entra.
- Hotend (fusor): elemento encargado de calentar el material hasta fundirlo. Incluye: bloque calefactor, cartucho calefactor, termistor, disipador.
- Boquilla (nozzle): es el punto final del sistema donde el material fundido sale. Su diámetro define: grosor de línea, resolución de impresión, velocidad de impresión.
Qué es la falta de extrusión (under-extrusion) en impresión 3D
La extrusión ocurre cuando la impresora expulsa menos filamento del necesario durante la impresión. Esto provoca defectos visibles en la pieza, como: huecos entre capas, paredes incompletas, superficies débiles, capas que no se adhieren correctamente.
En casos graves, la impresora puede dejar de extruir completamente durante la impresión.
![]() ¿Cómo sabemos si tenemos un problema de extrusión?
¿Cómo sabemos si tenemos un problema de extrusión?
- Huecos entre las líneas de impresión: las paredes no se unen completamente y aparecen pequeños espacios entre los perímetros.
- Capas débiles o incompletas: las capas superiores pueden presentar agujeros o superficies irregulares.
- Extrusión inconsistente: la impresora alterna entre zonas correctas y zonas donde falta material.
- Sonido de “clic” en el extrusor: el extrusor intenta empujar el filamento pero encuentra resistencia.

Causas más habituales de falta de extrusión
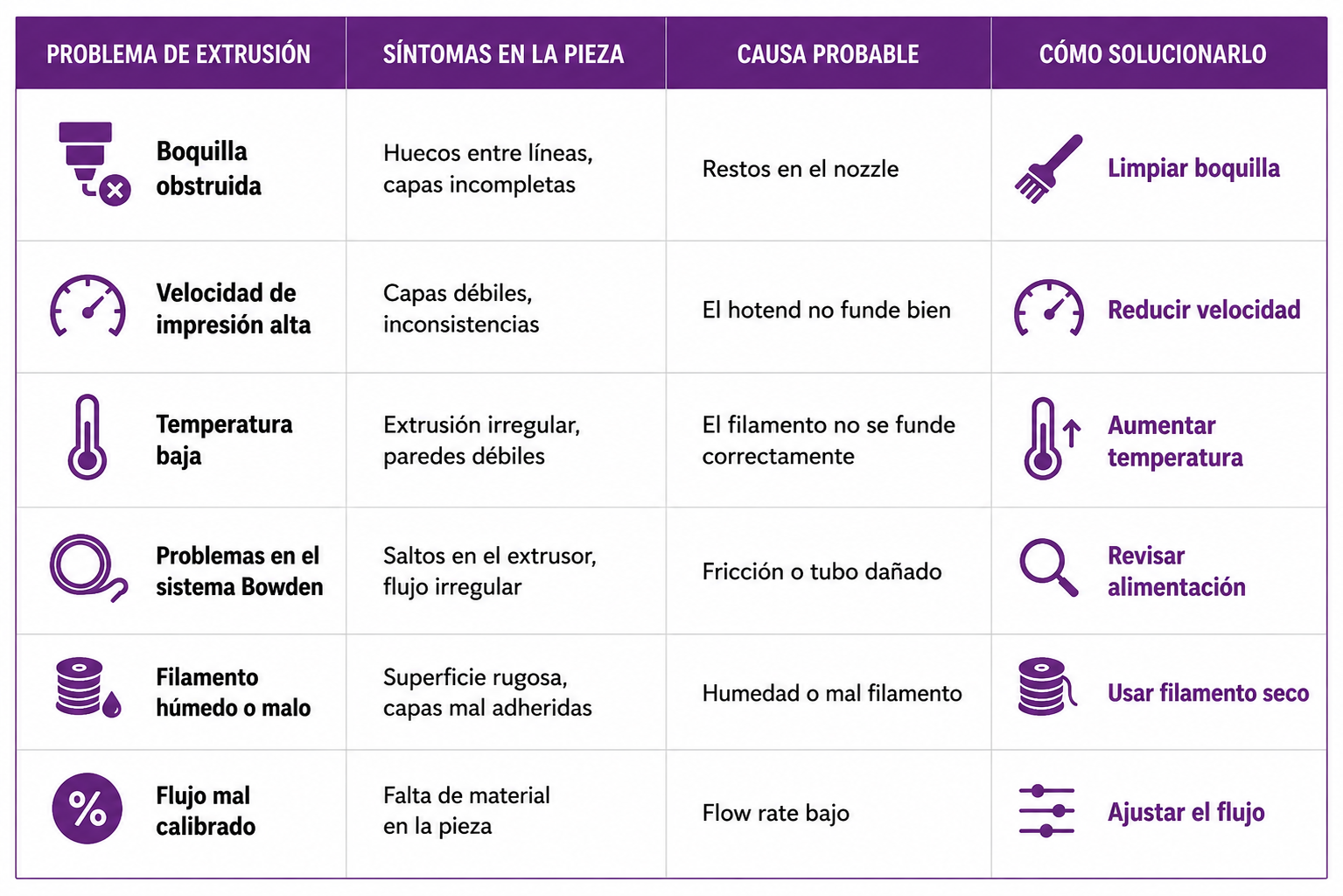
![]() Boquilla obstruida: uno de los motivos más comunes es un atasco en el nozzle, provocado por restos de material o impurezas. Esto reduce el flujo de plástico fundido.
Boquilla obstruida: uno de los motivos más comunes es un atasco en el nozzle, provocado por restos de material o impurezas. Esto reduce el flujo de plástico fundido.
![]() Velocidad de impresión demasiado alta: si la impresora imprime demasiado rápido, el hotend puede no tener tiempo suficiente para fundir y extruir el material.
Velocidad de impresión demasiado alta: si la impresora imprime demasiado rápido, el hotend puede no tener tiempo suficiente para fundir y extruir el material.
![]() Problemas en el sistema Bowden o alimentación del filamento: en impresoras con sistema Bowden, el filamento puede encontrar resistencia en el tubo si:
Problemas en el sistema Bowden o alimentación del filamento: en impresoras con sistema Bowden, el filamento puede encontrar resistencia en el tubo si:
- está dañado,
- tiene demasiada fricción,
- está doblado.
![]() Temperatura de impresión demasiado baja: si la temperatura del nozzle es insuficiente, el material no se funde correctamente y el extrusor tiene dificultades para empujarlo. Esto suele provocar:
Temperatura de impresión demasiado baja: si la temperatura del nozzle es insuficiente, el material no se funde correctamente y el extrusor tiene dificultades para empujarlo. Esto suele provocar:
- extrusión irregular,
- capas débiles,
- huecos en las paredes.
![]() Filamento húmedo o de mala calidad: el filamento puede absorber humedad del ambiente, lo que provoca una extrusión irregular. También puede ocurrir si el filamento tiene: diámetro inconsistente, impurezas, mala fabricación.
Filamento húmedo o de mala calidad: el filamento puede absorber humedad del ambiente, lo que provoca una extrusión irregular. También puede ocurrir si el filamento tiene: diámetro inconsistente, impurezas, mala fabricación.
Cómo solucionar la falta de extrusión
- Limpia o desatascar la boquilla: para ello se recomienda rusar una aguja de limpieza, utilizar filamento de limpieza y realizar una limpieza del hotend.
- Reduce la velocidad de impresión entre 10 y 20 mm/s, suele ayudar a mejorar la estabilidad de la extrusión
- Aumenta la temperatura de impresión entre 5 y 10 °C, puede facilitar el flujo del material.
- Ajusta el parámetro de flujo (Flow Rate): si el parámetro de flujo está demasiado bajo la impresora depositará menos material del necesario. En algunos casos aumentar el flujo entre un 3 % y un 5 % puede corregir el problema.
- Revisa el sistema de extrusión, comprueba:
-
- el engranaje del extrusor,
- la presión del muelle,
- el estado del tubo Bowden,
- la correcta alimentación del filamento.
Cómo prevenir la subextrusión
Para evitar problemas de extrusión en futuras impresiones se recomienda.
- Limpiar el hotend periódicamente.
- Utilizar filamento de calidad, como el material de Winkle.
- Mantener el filamento seco.
- Revisar el extrusor y el sistema Bowden.
- Imprimir dentro de rangos de temperatura adecuados.
Materiales que pueden extruirse en impresión 3D
En impresión 3D FDM se pueden usar diferentes niveles de materiales:
- Polímeros estándar: PLA o ABS.
- Polímeros técnicos o de ingeniería: PET, ASA, PC, POM.
- Polímeros de alto rendimiento: PEEK, PEI (ULTEM), PIK.
Estos materiales se diferencian principalmente por: resistencia térmica, resistencia mecánica y aplicaciones industriales.
Hay diferentes tipos de problemas de impresión, hemos recogido los más destacados enun guía práctica con sus soluciones: problemas comunes en impresión 3D y cómo solucionarlos.